



Кузнечный сегмент для Shantui Komatsu CAT



Усовершенствование процесса ковки
Замена двух-трёх зубьев на пять зубьев снижает вероятность ослабления зубчатого блока. Замена позиционирующего круга на позиционирующий блок снижает погрешности обработки и помехи между позиционирующим кругом и установочной поверхностью, возникающие из-за деформаций при термической обработке.
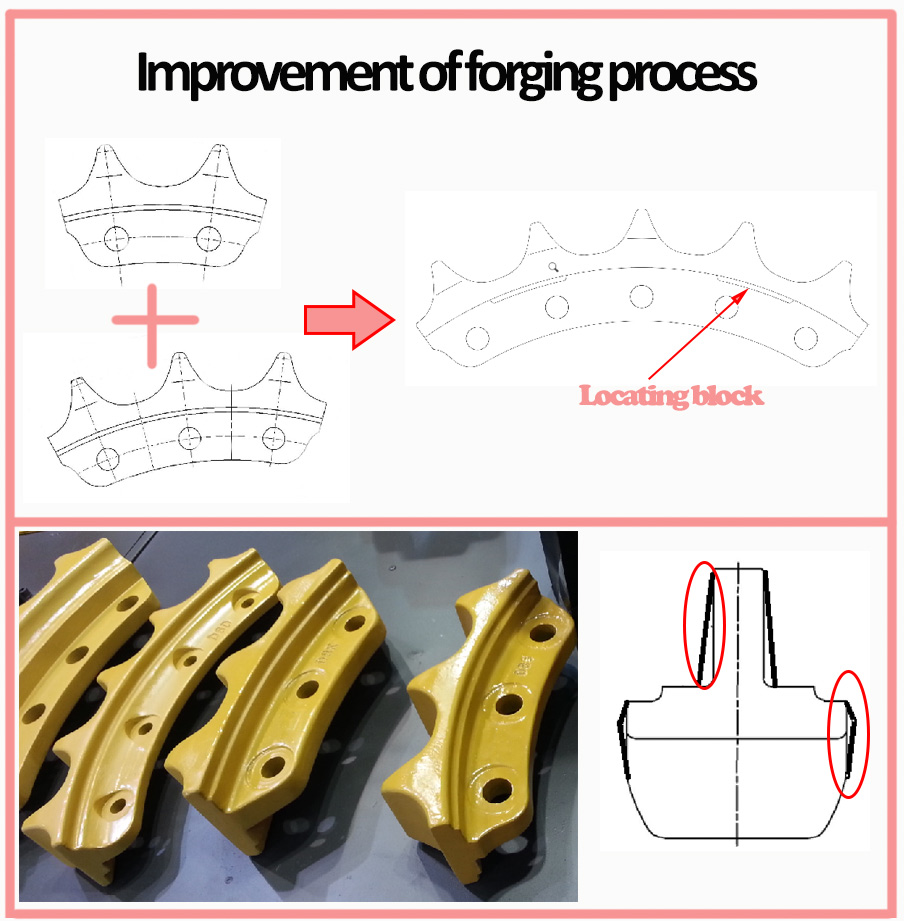
В результате процесса ковки боковые и фланцевые поверхностисегмент в процессе вертикальной ковки необходимо сохранять определенный угол уклона, а обработанную поверхность кованого полуфабриката необходимо обрабатывать.
Модель, которую мы можем предоставить
| СЕГМЕНТ | ||||||||
| Модель | OEM | Подача | Зуб | Холс | Диафрагма (мм) | Масса | Бренд | Другие OEM-производители (BERCO) |
| DH08 | 111H-18-00001 | 154 | 3 | 3 | 17.5 | 4.1 | шантуй | |
| 111H-18-00002 | 4 | 4 | 17.5 | 5.5 | шантуй | |||
| СД13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10.75 | шантуй | |
| ДХ36 | 1175-18-00009 | 228.6 | 6 | 6 | 26.5 | шантуй | ||
| 1175-18-00035 | 5 | 5 | 26.5 | |||||
| SD16、D65、D60、D85ESS-2 | 16Y-18-00014H | 203.2 | 3 | 3 | 23.5 | 8.5 | шантуи/комацу | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,КМ2111,КМ162 |
| (16Y-18-00049) | ||||||||
| SD22、D85 | 154-27-12273А | 216 | 5 | 5 | 23.5 | 15 | шантуи/комацу | 155-27-00151,615-4150,КМ224 |
| SD32 、D155 | 175-27-22325А | 228.6 | 3 | 3 | 26.5 | 12 | шантуи/комацу | 175-27-22325/4 17А-27-11630,КМ193,17А-27-41630 |
| SD52、D375 | 185-18-00001 | 280 | 5 | 5 | 28.5 | 33 | шантуи/комацу | 195-27-33110/1,КМ1285 |
| SD90、D475 | 1189-18-00001/ | 317.5 | 5 | 5 | 31.5 | 43 | шантуи/комацу | |
| 198-27-42260 | ||||||||
| Д50, Д41, Д58, Д53 | 131-27-61710 | 175 | 3 | 3 | 19.5 | 6 | Комацу | 131-27-61710、131-27-42220、КМ788 |
| Д5Б | 5S0836 | 175 | 3 | 3 | 18 | 5 | КОТ | 6Y5244、CR4408.7P2636 |
| Д6Д/Ц/Г | 6Т4179/6Т4179/6П9102 | 202.8 | 5 | 4 | 17.8/20.8 | 11.57 | КОТ | 6Y5012,5S0050,7P2706,CR3330,CR3329,8P5837,8E4365/CR5476,117-1616 |
| Д6Х/Р | 6Y2931/1026677 | 202.8 | 5 | 5 | 17.8 | 11.5 | КОТ | 7G7212,8E9041,7T1697,CR5515,173-0946 |
| Д7Г/Э/Ф | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20.8 | 14.7 | КОТ | 5S0052,3P1039,8P8174,CR3148 |
| Д8Н/Р.Д7Х/Р | 7T9773/6Y2354, | 215.9 | 5 | 7 | 20.8 | 16.4 | КОТ | 6Y3928,CR5050,9W0074 |
| 6Y2354/7T9773 | ||||||||
| Д8Н/Р.Д7Х/Р | 314-5462 | 215.9 | 5 | 5 | 20.8 | 16.4 | КОТ | CR7160 |
| Д8К.Д8Х | 6Т6782/6Т6782 | 228.6 | 3 | 3 | 24.5 | 12 | КОТ | 2P9510,5S0054,CR3144 |
| Д6Н.Д6М | 6I8077/6I8077 | 190 | 5 | 5 | 18.5 | 9 | КОТ | 6I8077/8,CR5875 |
| Д9Н | 7Т1247 | 240 | 5 | 6 | 24.6 | 23.98 | КОТ | CR4686 |
| Д10Н | 6Т9537 | 260.35 | 5 | 6 | 27.61 | 26.7 | КОТ | CR5047 |
| 832 | 632-7793 | 228.6 | 3 | 5 | 26.5 | 11.63 | КОТ | |
ХРК
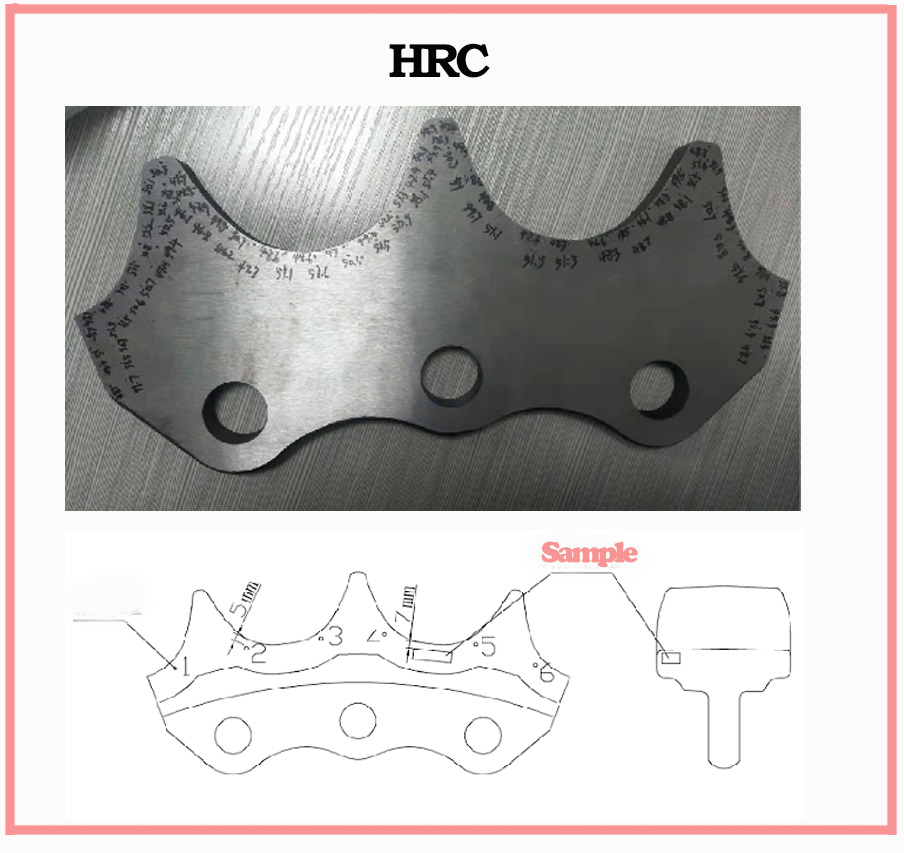
В связи с процессом ковки боковые и фланцевые поверхности сегмента при вертикальной ковке должны сохранять определенный угол уклона, а обработанная поверхность кованого полуфабриката должна быть обработана.
Упаковка








